With the expansion of industrial production and the development of manufacturing technologies, a relentless push has been made today to improve the overall precision and accuracy of CNC machining. Wire EDM, as one of the special machining technologies, has been widely used in machining production by virtue of its high machining accuracy, high productivity, low power consumption and low manufacturing cost.
So, what is wire EDM exactly?
A brief introduction
Wire cut Electrical Discharge Machining, WEDM for short. The basic principle of its operation is to remove metal by pulsed spark discharge on the workpiece using a continuously moving thin metal wire (called an electrode wire) as an electrode.
It is different from traditional machining techniques that require mechanical force and mechanical energy to excise, it mainly utilizes electrical energy to achieve the machining of materials. Therefore, wire EDM technology is not limited by material properties, and can machine any materials with any hardness, strength, and brittleness, which occupies a very important position in the current stage of machining.
Today, wire EDM is vital in industries such as aerospace, automotive and medical because of its many benefits.

Basic principles
The principle of EDM is based on the phenomenon of electrical corrosion during the spark discharge pulsation between the tool and the workpiece (positive and negative electrodes) to etch away the extra metal, in order to achieve the predetermined machining requirements for the size, shape and surface quality of the workpiece. The workpiece and the tool electrode are connected to two electrodes of different polarity of the pulse power supply during machining.
Tool electrodes are commonly used with good electrical conductivity, high melting points, and easy-to-process corrosion-resistant materials such as copper, graphite, copper-tungsten alloys, and molybdenum. During machining, the tool electrode also has a loss, but it is less than the amount of workpiece etching, or even close to no loss.
The working fluid, as a discharge medium, also plays a role in cooling and chip removing during the machining process. The common working fluids are media with lower viscosity, higher flash point and stable performance, such as kerosene, deionized water and emulsion.
Machining process
When a pulse voltage is added between the two electrodes and a proper gap is maintained between the workpiece and the electrodes, the working fluid medium between the workpiece and the tool electrodes is punctured, which forms a discharge channel.
Instantaneous high temperatures are generated in the discharge channel, melting or even vaporizing the material on the surface of the workpiece and vaporizing the working fluid medium at the same time. Then, there will be thermal expansion and explosion at the discharge gap, a small portion of the material on the surface of the workpiece is eroded and tossed out, causing the formation of tiny galvanic corrosion craters.
After the end of the pulse discharge, the working fluid will return to an insulated state after a period of time. The pulse voltage is repeatedly applied to the workpiece and the tool electrode, and the above process is repeated continuously, so that the workpiece material is gradually etched away.
The servo system constantly adjusts the position of the tool electrode and the workpiece and feeds it automatically to ensure that the pulse discharge proceeds normally until the desired part is machined.
The electrode wire, usually made of brass or zinc-plated material, creates a spark that moves along a pre-set path.Wire EDM is a precision machining method that uses controlled electric sparks to melt tiny parts of a workpiece.
It prevents any damage or marks on workpieces and tools because it works without physical contact.
Characteristics
1. Regardless of the hardness and stiffness of the workpiece, any conductive or semi-conductive material can be machined. However, non-metallic conductive materials cannot be machined.
2. Small holes and complex shaped parts can be machined, but blind holes cannot be machined.
3. Low electrode wire loss and high machining precision.
4. Narrow kerf produced during machining, less metal etching, and favorable material reuse.
5. When the material of the workpiece is too thick, it is more difficult for the working fluid to enter and fill the discharge gap, which will affect the machining accuracy and surface roughness.
6. Appropriate heat treatment and rough machining should be done before machining to eliminate defects in material properties and blank shape to improve machining accuracy.
7. The machining of workpieces by means of CNC programming technology allows the adjustment of the machining parameters, which makes it easy to realize automatic machining.
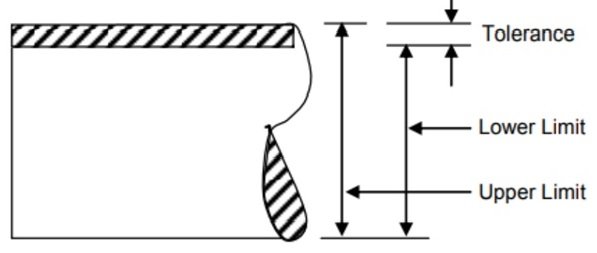
Tolerances and affecting factors
As one of the most precise machining processes, tight tolerances are not difficult to achieve. Actual tolerances depend on several factors, including the complexity of the project, machining capabilities and operator skills. However, standard and acceptable tolerances are industry benchmarks followed by many manufacturers.
Standard tolerance
Linear Tolerances: Typically range from ±0.005 to ±0.001 inches (0.127 to 0.0254 mm), indicating the permissible deviation for features like holes, slots, or profiles.
Hole Diameter Tolerances: Usually between ±0.0005 to ±0.001 inches (0.0127 to 0.0254 mm), ensuring machined holes stay within the defined diameter.
Factors affecting tolerances
1. Machine stability: a stable machine ensures higher cutting accuracy.
2. Quality and diameter of the wire: purity, diameter and electrical characteristics all will affect the process.
3. Materials for workpieces: while some materials are more easily used by the machine, the choice of material must fit the needs of the application.
4. Flushing conditions: the flow of the medium affects the quality of the process.
5. Machine calibration and maintenance: the functionality of the machine is critical. Quality machines with skilled operators are essential to achieve optimum tolerances.
6. Thermal stability: in order to maintain the known accuracy of wire EDM, a controlled arc is essential. Thermal instability can jeopardize accuracy.

Materials most suitable for wire EDM machining
Theoretically, any electrically conductive material product can be machined by wire EDM.
Stainless steel
Durability, excellent electrical conductivity and superior corrosion resistance make it a desirable material for a wide range of industries.
Alloy steel
According to the different added elements with appropriate machining process, it can obtain high strength, high toughness, wear resistance, corrosion resistance, low temperature resistance, high temperature resistance, non-magnetic and other special properties.
Tool steel
Higher hardness which can be maintained at high temperatures, high wear resistance and appropriate toughness.
Titanium
Low density, high mechanical strength and easy to machine. Non-magnetic metal, which is difficult to be magnetized in a large magnetic field, and is non-toxic and with good compatibility of human tissues and blood.
Copper
Excellent electrical conductivity and thermal conductivity.
Aluminum
It is widely used for its good electrical and thermal conductivity, high reflectivity and resistance to oxidation.
…
Main applications
Mold machining
EDM wire cutting technology is widely used in the machining of cold punching dies and extrusion dies, which has changed the past machining mode with separate dies and curve grinding, shortened the manufacturing cycle, lowered the manufacturing cost, and matched with high precision.
Prototype design (fast and precise)
Mainly used for:
Jewelry
Medical devices
Micro components
Aviation and aerospace
…
Precision parts
Such as gears, nozzles, connectors and complex molds.
Summary
EDM wire cutting is an innovative manufacturing technology known for its excellent precision and the ability of producing complex designs.But the more important thing than its capabilities is the professional CNC machining skills of the service provider.
We, CYCO, are the best choice for those who require high precision products machined with wire EDM technology. With our over 20 years experience and advanced CNC machine tool, work with us for the best results, and we’ll help make your ideas a reality.
In order to avoid wasting your valuable time, you can choose CYCO as your partner without any hesitation!
Work with us for a worry-free experience now!
FAQs
1. Why is working fluid used in Wire EDM machining process?
As a dielectric fluid, it prevents early discharge. It also cools the machining process, flushes away cutting particles and improves cutting accuracy.
2. What materials cannot be used for Wire EDM machining?
The material must be electrically conductive, so non-conductive materials such as ceramics, glass and some plastics cannot be machined by Wire EDM machining.
3. Is Wire EDM only for small-scale machining?
NO. Although it is often used for complex designs, its high accuracy and consistency make it ideal for mass production.